Heat recovery in screw compressors is a recurring theme. Of course, it is explained by the savings that it can make. Sometimes, however, it is only used to convince the customer. This can be called a search for the competitive advantages of your product.
Nowadays, it is no longer as innovative as a few years ago and the additional heat exchanger installed in screw compressors has been included in the offer, among others Atlas Copco, Ingersoll Rand, Boge, Hertz or Kaeser’s promoting solution.
It may be a coincidence that such signals come from the market, but it seems to be too frequent to call it a specific strategy. In the face of high competition, it is necessary to point out the strengths of our products, thanks to which customers can gain.
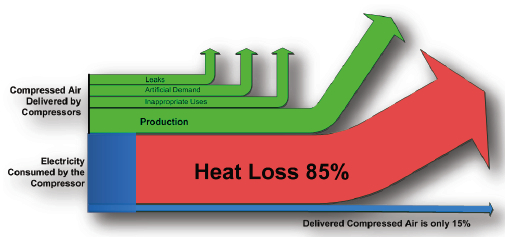
Remember that the compressor generates huge amounts of heat to produce compressed air. Of which the loss is around 70-90% in the amount of energy that would be needed to produce such a stream of hot air. It could be said maliciously that the compressor is a heater whose side effect is compressed air production.
The most common form of using heat from the compressor is the construction of ventilation ducts, which direct the air stream to the hall (winter) and outside (summer). This is the cheapest solution with measurable benefits.
It is not ideal because in the summer we continue to lose the generated hot air and use it in winter. However, attention is drawn here to the fact that the amount and temperature of this air can vary depending on the compressor operation.
It is interesting why traders do not mention this (and often do not mention it!) offering a heat exchanger for the compressor shown. Interesting truth?
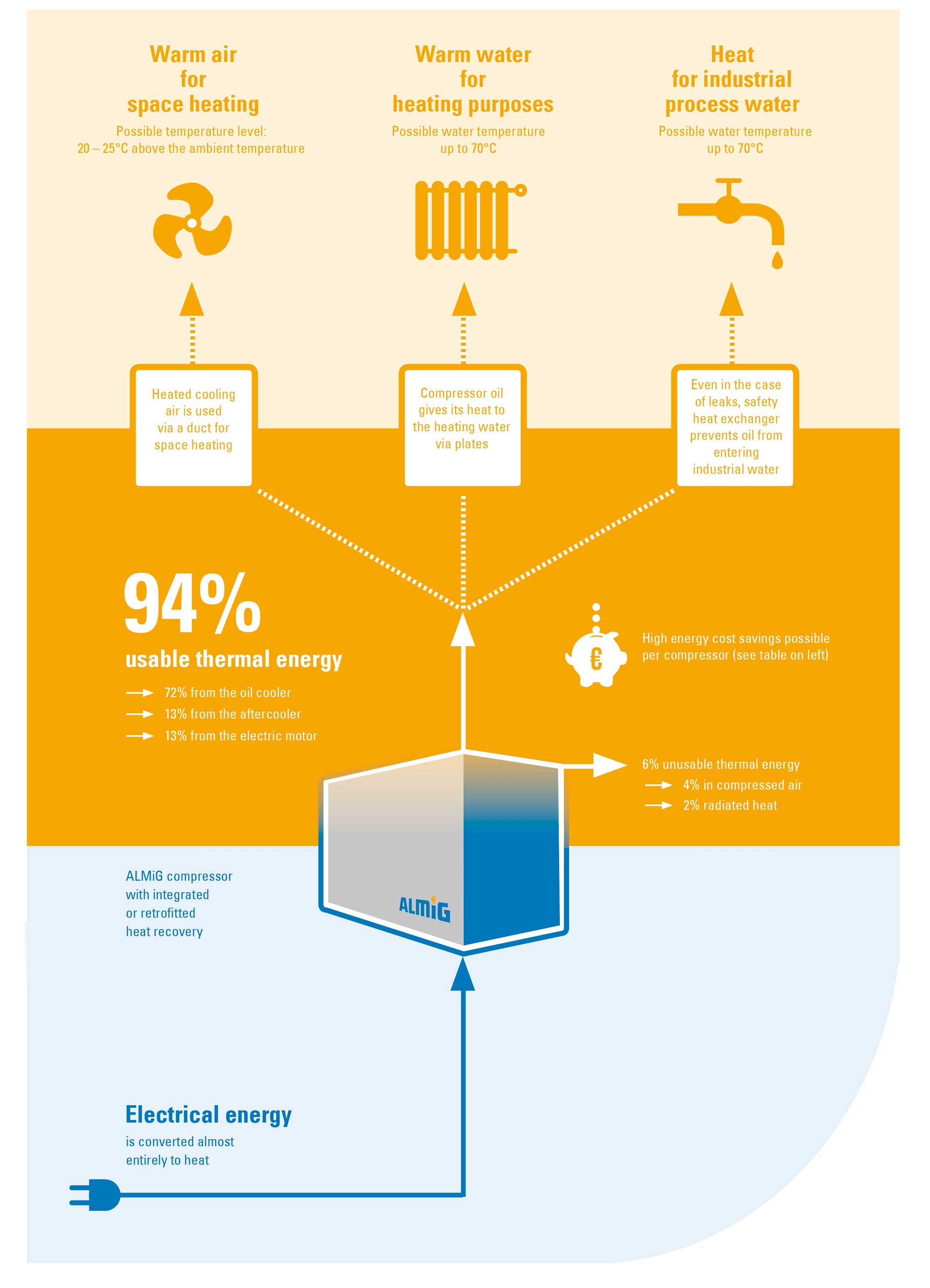
I will come back to the heat exchanger mentioned above as the best heat recovery solution proposed. It allows us to absorb a considerable amount of heat from the compressor and use it to heat water or central heating.
We can use the exchangers of the compressor manufacturer or we can also use external companies that do such complete installations. More and more such companies operate on the market.
Let’s assume that we have a compressor that operates in two-shift operation at full load, i. e. it throws out the same amount of air at the same high temperature all the time. 16h per day on the load there is no problem, so they were created.
Heat recovery in this case significant and to be heated. But how many such “ideal” situations are there? In most cases, the compressor will inflate the tank, switch to idle mode, i. e. the temperature will drop and then switch off, and after some time it will switch on again.
Or it will work alternately under load and relief. In each of these cases, the amount of hot air will be variable and will not provide us with a constant hot air temperature. whether the company’s financial statements are kept.
Of course, we can also use additional heaters, pumps etc. However, these are additional costs of equipment, installation and operation!
Not to mention the cost of return on investment. While this makes sense in large plants, in smaller ones, where such heat recovery offers for the 15-30kW compressors, it is, in my opinion, completely pointless, but everyone can have their thoughts. The best case in this case is the calculator;)
The conclusions can be drawn by everyone, and I will only allow myself at the end of my argument to make one observation about how some people cope with the compressor underheating.
Bankable, a 500 litre tank is offered for a compressor capacity of 5,000 l/min:) Compressor operation at full speed guaranteed. Heat recovery maximum. Energy operator satisfied. Compressor service technician satisfied. Ehhhh, surely everyone?


2 comments On Heat Recovery in Screw Compressors
Great thought there. Loved how you said ‘the compressor is a heater whose side effect is compressed air production’ so true haha. I wish they would invent a better way to use the heat such as heating water. I’m yet to see a better way this being done though.
It is true that Screw Compressors have many problems, but their advantages are clear
1. Safety and convenience
Rotary air compressors are very convenient as they provide a continuous supply of air for the purpose for which they are required. They are also very safe and there are hardly any known cases of accidents with the machines.
2. Functioning in extreme weather conditions
Rotary air compressors can work in hot or cold conditions for your convenience. These machines can also work in areas where other forms of energy are prohibited due to safety or temperature levels. Our rotary screw compressors operate continuously. This continuous duty feature means that rotary screw compressors can operate all day long under any conditions without wearing out the key components of the machine.
3. they are designed to run tools that generate more power than typical equipment
And because they have a very high air flow rate, rotary air compressors can effectively power this type of equipment.
4. they are easier to maintain
Many modern air compressors on the market have fewer components to maintain. In fact, some rotary screw machines have up to 70% fewer components, which in turn significantly reduces maintenance costs. Although easier to maintain, they still require maintenance and as long as you adhere to the maintenance schedule for rotary screw machines, you will likely reap the rewards of years of optimum productivity from your machine.
5. Despite their high air flow, they run quietly
Rotary screw air compressors usually behave quietly, and many of them have noise suppression technology. This, and the fact that they are not bulky, makes them easy to store anywhere until they provide a safe working environment. Many rotary screw compressors are barely louder than a dishwasher, so you can still carry on a conversation in the compressor room without feeling like you have to shout over the noise.
6. They are good energy savers
Rotary screw machines are usually energy efficient; they produce less heat than ordinary air compressors.
7. They consume less oil than other oil-immersed air compressors.
In addition, they have minimal oil carrying capacity. Our rotary screw compressors do an excellent job of sealing the lubricant, which means your workshop or compressor room will be drier, cleaner and suitable for situations where low air humidity is required.
8. They are designed to last
Rotary screw air compressors are designed to give you many years of service with virtually no reduction in capacity.